Inert Gas Pyrolysis Furnace: Principles, Applications and Technical Core
1. IntroductionIn the fields of solid waste resource utilization and high-end material processing, the inert gas pyrolysis furnace has become a key equipment for avoiding material oxidation, ensuring reaction safety, and improving product quality. By constructing a closed reaction environment with inert gases such as nitrogen and argon, the equipment achieves efficient thermal decomposition of materials under precise temperature control and process regulation, and is widely used in various cutting-edge fields including biomass conversion, electronic waste treatment, and new material R&D. This article will comprehensively analyze the technical points and practical value of the inert gas pyrolysis furnace from the aspects of working principle, system composition, core applications, and process parameters.2. Working Principle and Core MechanismThe core logic of the inert gas pyrolysis furnace is to complete the thermal decomposition of materials in an oxygen-free or low-oxygen environment. Its working process and technical mechanism can be summarized as follows:
Basic reaction process: Materials are heated to a decomposition temperature range of 300-800℃ in a closed furnace, and polymer compounds break down into low-molecular products such as oil, gas, and solid carbon;
Three key roles of inert gas: First, isolate oxygen, eliminate air interference, and avoid material oxidation, combustion, and deflagration risks; second, carry products, timely export the gas and oil-gas generated by pyrolysis, and reduce the impact of secondary reactions on product quality; third, protect materials, prevent ineffective chemical reactions between pyrolyzed materials and air;
Flexible gas flow design: Co-current or counter-current flow modes can be adopted according to process requirements. Inert gas is introduced from one side of the furnace, either in the same direction as the material flow or opposite, to optimize heat and mass transfer efficiency and adapt to the processing needs of different materials.

Atmosphere control system: The gas source adopts nitrogen (N₂) or argon (Ar), and the flow rate (5-20 L/min) is precisely controlled by pressure reducing valves and flow meters; a mechanically fixed airtight steel shell structure is adopted, combined with a rotary vane feeder and nitrogen sealing design to ensure system airtightness; micro-negative pressure or normal pressure operation is maintained, the furnace pressure is strictly controlled below 0.02 MPa, and an automatic pressure relief valve is equipped for pressure safety control.
Heating and temperature control system: Heating methods include electric heating element external heating and pyrolysis gas combustion supplementary heating; the temperature control accuracy reaches ±1℃, and more than 40 temperature monitoring points record data in real time to ensure uniform temperature distribution in the furnace; the heating rate can be adjusted according to material characteristics, among which the optimal rate for electronic waste treatment is 15-20℃/min.
Product collection and treatment system: Pyrolysis steam is condensed by a cold trap to collect bio-oil or chemical raw materials; non-condensable gas is purified by dust collectors and scrubbers, and can be directly discharged or reused for combustion; solid products are discharged intermittently through a sealed valve + screw conveyor structure to ensure production continuity.
Safety protection system: The system is purged with nitrogen at least 3 times before and after the reaction to remove residual oxygen and combustible gases; emergency interlocking devices such as oxygen concentration detection and alarm, overpressure automatic gas release, and gas leakage power cut are equipped; a torch system is set up to burn excess syngas under abnormal working conditions to prevent system overpressure.4. Core Application FieldsWith its excellent oxygen-free pyrolysis characteristics, the inert gas pyrolysis furnace covers multiple industries, including:
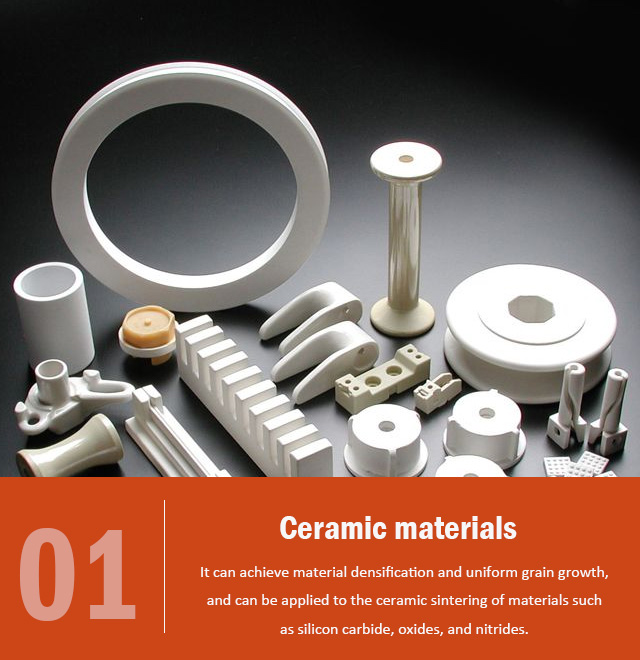
Pyrolysis carbonization: For organic substances such as biomass and sludge, activated carbon or biochar with uniform pore size distribution is prepared by pyrolysis in an inert atmosphere, realizing the high-value utilization of organic waste;
Elastic material/plastic pyrolysis: Air in the feeding system is replaced by nitrogen to maintain an oxygen-deficient environment in the reactor, ensuring the safe and stable pyrolysis process of elastic materials, plastics and other materials, and recovering high-quality pyrolysis products;
Electronic component processing: The pyrolysis/drying process in semiconductor packaging needs to be completed in an inert atmosphere, which can effectively prevent oxidation and pollution of electronic components and ensure product performance;
Laboratory research: Supports inert atmosphere pyrolysis experiments from room temperature to 1100°C, providing a reliable experimental platform for material thermal performance analysis and new pyrolysis process R&D.5. Key Process Parameter DesignThe precise regulation of process parameters directly affects pyrolysis efficiency and product quality. The core parameter design is as follows:
Temperature control: The optimal final temperature for electronic waste treatment is 400-550℃; biomass fast pyrolysis needs to be controlled at 800-1000℃;
Gas flow rate: A higher flow rate can quickly carry away pyrolysis gas and reduce secondary reactions, but it is necessary to balance energy consumption and processing efficiency;
Residence time: The total residence time of particles is controlled by the pitch of the internal conveying system of the reactor (such as 100mm pitch) to adapt to the decomposition needs of different materials;
Pressure control: Micro-negative pressure operation (-0.01 to 0 MPa) is adopted to ensure that gas leaks out rather than air enters when the system leaks, avoiding oxidation risks;
Heating rate: Too fast a rate may cause local overheating, while too slow a rate increases secondary reactions, which needs to be precisely adjusted according to material characteristics.6. Safe Operation SpecificationsTo ensure stable equipment operation and personnel safety, the following operating specifications must be strictly followed:
Before startup: Flush the system with nitrogen at least 3 times, conduct a leak test, and ensure the oxygen concentration in the furnace is below 1%;
During operation: Real-time monitor key indicators such as pressure, temperature, and oxygen content, and strictly prohibit overpressure operation;
After shutdown: Continue to pass nitrogen to cool down to below 200℃ to prevent spontaneous combustion of residues;
Maintenance: Regularly inspect seals, valves, sensors and other components to ensure system integrity and airtightness.7. Summary of Technical AdvantagesIntrinsic safety: Adopts the core technology of "inert gas protection pyrolysis", fills the furnace with nitrogen, fundamentally prevents oxidation and combustion of organic components, and reduces safety risks;
High-quality products: The oxygen-free environment avoids material oxidation, ensures the purity and performance of pyrolysis oil, carbon and other products, and is suitable for high-value deep processing;
Environmental friendliness: Harmful gases are discharged after combustion treatment, and inert gases can be recycled, reducing pollutant emissions and resource waste;
Strong adaptability: Can handle various materials such as electronic waste, biomass, plastics, and elastic materials, and the equipment scale can be flexibly adjusted according to production capacity requirements, adapting to different scenarios such as laboratory R&D and industrial mass production.
As a core equipment for solid waste resource utilization and high-end material processing, the technical core of the inert gas pyrolysis furnace lies in the coordinated operation of atmosphere precision control and process parameter optimization. Supported by a strict pressure monitoring and safety interlocking system, the equipment not only provides efficient and safe material processing solutions for multiple industries, but also helps achieve the development goals of resource recycling and green production.
Zhengzhou KJ Technology Co., Ltd. is a high-tech enterprise specializing in the research, development and sales of heat treatment products. Our products cover muffle furnaces, tube furnaces, vacuum furnaces, atmosphere furnaces, CVD/PECVD systems, dental furnaces, bell type furnaces , trolley furnaces, etc., which are widely used in metallurgy, vacuum brazing, ceramic sintering, battery materials, metal processing , parts annealing, additive manufacturing, semiconductors, scientific intelligent instrumentation, aerospace and industrial automatic control systems and other different fields.Please feel free to contact us.WhatsApp: +86 18037178440
Email: web@kejiafurnace.com
 Position:
Position:






















 E-mail:web@kejiafurnace.com
E-mail:web@kejiafurnace.com
 Tell:+(86) 18037178440
Tell:+(86) 18037178440
 Whatapp:+(86) 180-3717-8440
Whatapp:+(86) 180-3717-8440
 Address:Room 1505, Building 9, No. 26 Dongqing Street, Zhengzhou High-tech Industrial Development Zone
Address:Room 1505, Building 9, No. 26 Dongqing Street, Zhengzhou High-tech Industrial Development Zone


