Vacuum heat treatment is a comprehensive technology that combines vacuum technology and heat treatment. It means that all and part of the heat treatment process is carried out in a vacuum state. The vacuum heat treatment furnace has high thermal efficiency, can realize rapid heating and cooling, can realize no oxidation, no decarburization, no carburization, can remove phosphorus chips on the surface of the workpiece, and has the functions of degreasing and degassing, so as to achieve the effect of surface bright purification.
Due to space technology, the development of aircraft manufacturing and electronic technology has promoted the rapid development of vacuum heat treatment technology. Vacuum heat treatment technology is not only applied in the above-mentioned cutting-edge science and technology industrial sectors, but also popularized by various ministries of machinery industry. This is because the workpiece after vacuum heat treatment has the advantages of no oxidation, no decarburization, no carburization, bright surface, reduction and elimination of grinding processing, good wear resistance and long life. It also has the functions of degreasing and degassing the workpiece.

(1) Water cooling device, vacuum heat treatment furnace shell, furnace cover, electric heating element conduction treatment (water-cooled electrode), intermediate vacuum insulation door and other parts, all work in vacuum and heated state. Working under such extremely unfavorable conditions, it is necessary to ensure that the structure of each component is not deformed or damaged, and the vacuum sealing ring is not overheated or burned. Therefore, each component should be equipped with water cooling devices according to different conditions to ensure that the vacuum heat treatment furnace can operate normally and have sufficient service life.
(2) Using low voltage and high current: In the vacuum container, when the vacuum vacancy is in the range of a few Torr-1xlo-1 Torr, the energized conductor in the vacuum container will produce glow discharge under higher voltage. In the vacuum heat treatment furnace, severe arc discharge will be generated, which will burn down the electric heating element and heat insulation layer, causing major accidents and losses. Therefore, the working voltage of the electric heating element of the vacuum heat treatment furnace generally does not exceed 80-100 volts. At the same time, effective measures should be taken in the structural design of the electric heating element, such as avoiding sharp parts as much as possible, and the distance between the electrodes should not be too small to prevent the occurrence of glow discharge or arc discharge.
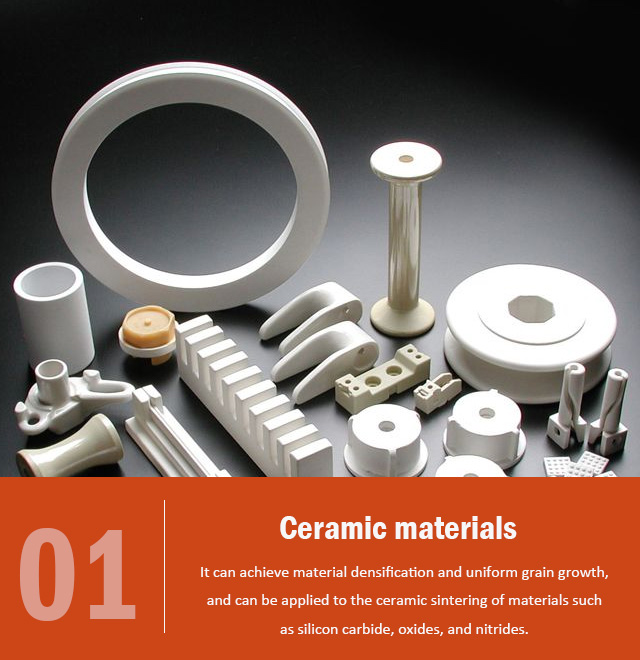
(3) Most heating and thermal insulation materials can only be used in vacuum: the heating and thermal insulation linings of the vacuum heat treatment furnace work under vacuum and high temperature, so high temperature resistance, low vapor pressure, and radiation are proposed for these materials. Good effect, low thermal conductivity and other requirements. The anti-oxidation performance is not demanding. Therefore, the vacuum heat treatment furnace widely uses tantalum, tungsten, molybdenum and graphite as heating and heat insulation materials. These materials are very easy to oxidize in the atmosphere, therefore, conventional heat treatment furnaces cannot use these heating and heat insulating materials.
(4) Strict vacuum sealing: It is well known in the past that the vacuum heat treatment of metal parts is carried out in a closed vacuum furnace. Therefore, the original air leakage rate of the furnace is obtained and maintained, and the working vacuum of the vacuum furnace is guaranteed. The quality of vacuum heat treatment has a very important meaning. Therefore, a key problem of the vacuum heat treatment furnace is to have a reliable vacuum sealing structure. In order to ensure the vacuum performance of the vacuum furnace, a basic principle must be followed in the structural design of the vacuum heat treatment furnace, that is, the furnace body should be airtightly welded, and at the same time, there should be as few or no holes on the furnace body as possible. Sealed structure to minimize the chance of vacuum leakage. The parts and accessories installed on the vacuum furnace body, such as water-cooled electrodes and thermocouple lead-out devices, must also be designed with a sealed structure.
(5) High degree of automation: The reason why the degree of automation of the vacuum heat treatment furnace is higher is that the heating and cooling of metal workpieces require dozens or even dozens of actions to complete. These actions are carried out in a vacuum heat treatment furnace and cannot be accessed by the operator. At the same time, some actions such as the completion of heating and holding, the quenching process of the metal workpiece requires six actions and must be completed within 15 seconds. To complete many actions under such rapid conditions, it is easy to cause operator tension and constitute misoperation. Therefore, only a high degree of automation can accurately and timely coordinate actions according to procedures.
 Position:
Position:






















 E-mail:web@kejiafurnace.com
E-mail:web@kejiafurnace.com
 Tell:+(86) 18037178440
Tell:+(86) 18037178440
 Whatapp:+(86) 180-3717-8440
Whatapp:+(86) 180-3717-8440
 Address:Room 1505, Building 9, No. 26 Dongqing Street, Zhengzhou High-tech Industrial Development Zone
Address:Room 1505, Building 9, No. 26 Dongqing Street, Zhengzhou High-tech Industrial Development Zone




